
Flux-cored welding wire is often the wire your customers ask for when the job moves outside the shop. Think trailer repair on a windy driveway, farm equipment repair in an open field, or mobile welding work where carrying a gas cylinder is not practical.
It is not a welding machine. It is a tubular welding consumable used in flux-cored arc welding, or FCAW. The right choice depends on the shielding method, wire diameter, AWS classification, polarity, and whether the MIG welder can run it properly.
This guide explains how to compare self-shielded and gas-shielded flux-cored wire, match wire sizes to machines, and avoid the setup problems that often lead to customer complaints or returns.
What Is Flux-Cored Welding Wire?
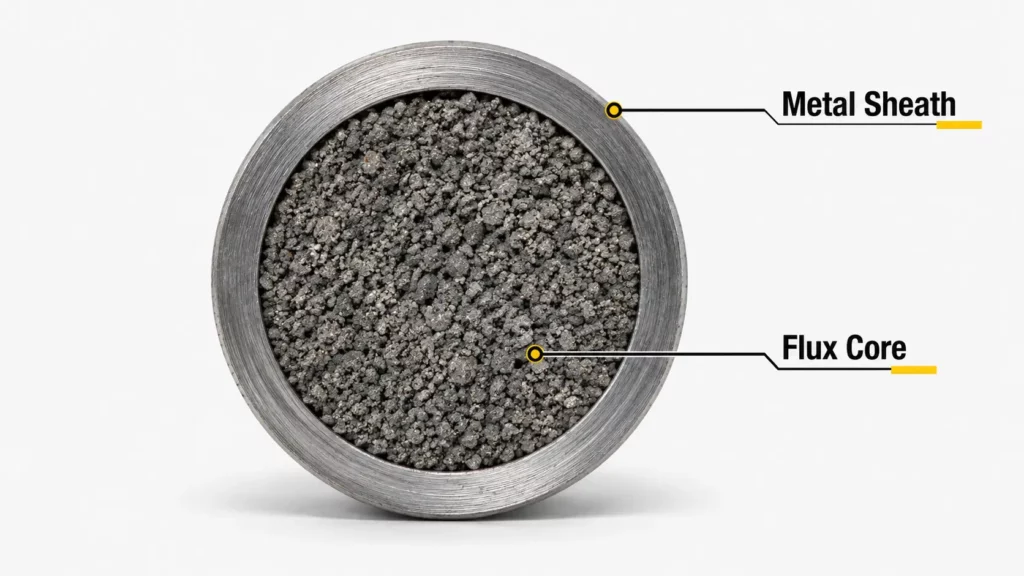
Flux-cored welding wire is a hollow metal wire with powdered flux inside. It feeds through a MIG/FCAW gun like standard MIG welding wire, but the flux changes how the weld is protected, how much cleanup is needed, and what machine setup the customer needs.
How the Flux Core Works
Flux-cored welding wire is a hollow metal wire with flux inside. It feeds through a MIG/FCAW gun like standard MIG welding wire, but it behaves differently once the arc starts.
The flux helps protect the weld, forms slag, and affects how the wire runs on the machine. That means flux-core wire is not just another spool size. It needs to match the customer’s job, wire size, polarity, drive roll setup, and MIG welder output.
Why Welders Use It
Welders choose flux-cored wire for three primary reasons: convenience, capability, and versatility.
For outdoor repair work, mobile welding services, or construction sites, the ability to weld without dragging gas cylinders and dealing with wind-disrupted gas coverage represents enormous practical value.
Beyond portability, flux-cored wire delivers higher deposition rates than solid wire of equivalent diameter, making it valuable for production fabrication where speed matters.
The process also provides better penetration on thicker materials and tolerates mill scale, rust, and surface contamination better than gas-shielded solid wire.
How Is Flux-Cored Welding Wire Different From Solid MIG Wire?
Flux-cored welding wire differs from solid MIG wire in shielding method, cleanup, penetration, and machine setup. These differences affect where each wire works best and what kind of welder setup is needed.
Shielding Method and Jobsite Conditions
Solid MIG wire needs external shielding gas, usually CO2 or an argon/CO2 mix. It works best indoors or in controlled shop conditions where airflow will not disturb the gas coverage.
Self-shielded flux-cored wire creates shielding from the flux inside the wire, so it does not need a gas cylinder. That makes it useful for outdoor repair, mobile welding, farm equipment, trailer work, and other field jobs.
Gas-shielded flux-cored wire still needs external gas, but it is often used in fabrication shops because it can support higher productivity and more controlled weld quality.
Penetration, Spatter, and Cleanup
Flux-cored wire often gives deeper penetration than solid wire at similar settings, especially on thicker steel. That is why it is common in repair work, heavy fabrication, and structural applications.
The trade-off is cleanup. Many flux-cored wires create more spatter and leave slag over the weld bead. That slag must be chipped and brushed away before another pass.
Why the Difference Matters When Choosing Equipment
Flux-cored wire needs the right machine setup. The MIG welder must match the wire type, wire diameter, polarity, contact tip, drive roll, and output range.
Polarity is the part most people get wrong. Solid MIG wire usually runs DCEP. Many common self-shielded flux-cored wires run DCEN, but not every flux-cored wire follows that rule. Always check the wire data sheet before recommending or setting up the wire.
Wire feeding also matters. Flux-cored wire is tubular, so too much drive roll pressure can deform it. A good flux-core capable MIG welder should support polarity switching, proper drive rolls, matching contact tips, and stable wire feeding.
What Are the Main Types of Flux-Cored Welding Wire?
The 2 main types of flux-cored welding wire are self-shielded wire and gas-shielded wire.
Self-shielded wire is usually the better choice for outdoor repair and portable welding. Gas-shielded wire is usually better for shop fabrication, higher weld quality, and production work.
For foundational information on the FCAW process itself, see what is flux core welding.
Self-Shielded Flux-Cored Wire
Self-shielded flux-cored wire (FCAW-S) generates all necessary shielding from flux decomposition, requiring no external gas system.
Common self-shielded wires include E71T-11 and E71T-GS, but they are not the same product. E71T-11 is often used for general repair and fabrication, while E71T-GS is usually positioned for single-pass work on thinner mild steel.
Always check the wire data sheet before recommending it for multi-pass work, thicker steel, or code-related applications.
Choose self-shielded flux-cored welding wire when you need:
- Outdoor Repair: It handles field work better than solid MIG wire with gas.
- Simple Portability: You do not need to move a gas bottle, regulator, and hose.
- Light Rust Tolerance: It can handle light rust and mill scale better than solid wire, though clean steel still gives better results.
- General Repair Work: Gates, trailers, farm equipment, and site repairs are common fits.
One note: self-shielded does not mean “ignore the wind.” Strong air movement can still cause weld problems, so use a wind barrier when the site is exposed.
Gas-Shielded Flux-Cored Wire
Gas-shielded flux-cored wire (FCAW-G) uses external shielding gas, typically CO2 or argon/CO2 mixtures, in combination with flux protection.
This dual approach provides more precise control over weld metal chemistry, improved mechanical properties, and often better weld appearance compared to self-shielded wire.
Choose gas-shielded flux-cored welding wire when you need:
- Higher Productivity: It can support faster deposition in fabrication settings.
- Cleaner Appearance: It often gives a smoother, more controlled bead than self-shielded wire.
- Shop-Based Welding: It fits indoor fabrication better than windy outdoor repair.
- Procedure Control: It is common in applications where welding procedure requirements are stricter.
Self-Shielded vs Gas-Shielded Flux-Cored Wire
| Feature | Self-Shielded FCAW-S | Gas-Shielded FCAW-G |
| Gas Cylinder | No | Yes |
| Best Fit | Outdoor repair, field work, portable jobs | Shop fabrication, production welding |
| Wind Use | Better than gas processes, but not wind-proof | Needs stable gas coverage |
| Cleanup | More slag and spatter in many cases | Usually cleaner than self-shielded wire |
| Common Examples | E71T-11, E71T-GS | E71T-1C, E71T-1M |
| Polarity | Often DCEN for small self-shielded wires, but check the data sheet | Often DCEP, but check the data sheet |
Where Is Flux-Cored Welding Wire Most Useful?
Flux-cored welding wire is most useful for outdoor repair, mobile welding, thicker steel work, and faster shop production.
Outdoor Repair and Mobile Work
Self-shielded flux-core dominates applications where portability and weather tolerance trump other considerations. Farm equipment repair, construction site fixes, pipeline maintenance, and mobile welding services all benefit from eliminating gas cylinders and wind-related setup challenges. The ability to weld rusty, painted, or contaminated materials without extensive surface preparation makes flux-core practical for repair work.
Shop Fabrication and Production Welding
Gas-shielded flux-core has become standard in production fabrication shops building structural steel, heavy equipment, and industrial components. The higher deposition rates compared to solid wire mean welders complete joints faster, improving throughput without sacrificing quality. The process also adapts well to semi-automatic and automated welding systems.
Structural and Heavy-Duty Applications
Structural steel erection, shipbuilding, heavy equipment manufacturing, and pressure vessel fabrication frequently specify flux-cored wire for its combination of penetration, deposition rate, and all-position capability. Building codes and welding procedure specifications for structural applications often specifically call out qualified FCAW procedures.

How Do You Choose the Right Flux-Core Wire Diameter?
Wire diameter selection impacts everything from minimum machine output requirements to maximum deposition rates and suitable material thickness ranges.
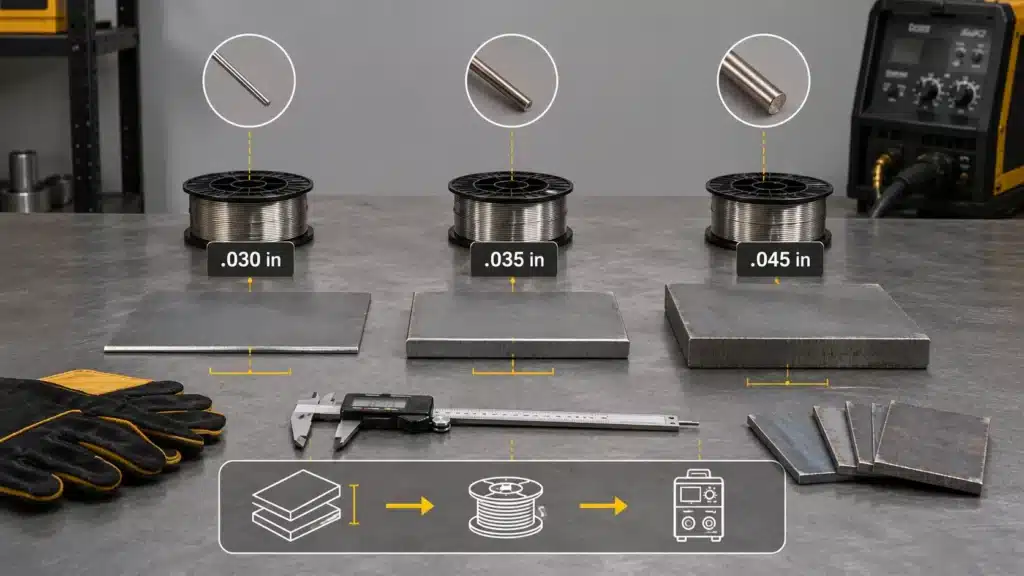
0.030 Inch and 0.035 Inch Wire
These smaller diameters suit lighter-duty machines, thinner materials, and out-of-position welding where lower heat input helps control the weld pool. Wire diameter of 0.030″ works well on material from 20 gauge up to about 3/16″, while 0.035″ extends the useful range to approximately 1/4″ material thickness. Smaller wire diameters require less current, making them compatible with 120V portable machines.
0.045 Inch and Larger Options
Wire diameter of 0.045″ and above serves heavy-duty applications where deposition rate matters more than heat input control. These larger wires require more robust machines, typically 230V models with 200+ amp capacity, but reward that requirement with dramatically faster welding speeds on thick material. Structural fabrication shops welding 3/8″ to 1″ plate routinely use 0.045″ flux-core wire for its productivity advantages.
Diameter, Contact Tips, and Feed Components
Switching wire diameters requires matching contact tips, possibly different drive rolls, and liner verification. A contact tip sized for 0.035″ wire won’t feed 0.045″ wire properly. Many feeding problems blamed on “bad wire” actually stem from mismatched consumables. When evaluating machines from a welding equipment supplier, verify what consumables are included and the cost of replacements.
Which AWS Flux-Core Wire Classifications Should You Know?
The American Welding Society (AWS) classification system identifies flux-cored wires by mechanical properties, usability, and shielding requirements. Recognizing the most common designations helps you select appropriate wire for specific applications.
E71T-11 and E71T-GS
E71T-11 represents one of the most popular self-shielded flux-cored wires for general fabrication and repair. The designation indicates 70,000 PSI minimum tensile strength, all-position capability, and self-shielding operation.
E71T-GS is usually used for lighter-duty, single-pass work on thinner mild steel. It is common in small repair jobs, sheet metal fabrication, and situations where external shielding gas is not practical. Do not position it as a general replacement for heavier multi-pass fabrication wire.
E71T-1C and E71T-1M
These gas-shielded flux-core wires represent industrial-grade options for production fabrication and structural welding. E71T-1C uses CO2 shielding gas and offers excellent all-position usability. E71T-1M uses argon/CO2 mixed gas for even better out-of-position performance and mechanical properties. Both wires provide superior mechanical properties compared to self-shielded varieties.
What Problems Are Most Common When Using Flux-Core Wire?
Most flux-core problems come from wrong polarity, poor wire feeding, weak cleanup, or a MIG welder that is too small for the wire.
Wrong Polarity and Poor Setup Choices
The single most common flux-core problem is running the wire on incorrect polarity. Most flux-cored wires require DCEN (electrode negative), while solid wire uses DCEP (electrode positive). Running flux-core on DCEP causes poor penetration, excessive spatter, and unstable arc. Drive roll pressure represents another frequent setup error. Too much tension crushes tubular flux-core wire, causing feeding problems.
Technique and Cleanup Mistakes
Gun angle, work angle, and stickout all matter more with flux-core than solid wire. Most flux-core applications work best with 1/2″ to 3/4″ stickout. Failing to remove slag completely between passes causes slag inclusions that weaken multi-pass welds. The slag must be chipped off with a chipping hammer and wire-brushed to bare metal before making the next pass.
When the Machine Is the Real Limitation
Sometimes the problem isn’t setup or technique, it’s that the machine simply lacks capability to run flux-core properly. Machines without polarity switching can’t accommodate both self-shielded flux-core (usually DCEN) and gas-shielded wire (DCEP). Underpowered machines struggle with larger-diameter flux-core wire.
Sometimes the problem is not technique. The MIG welder simply does not have the polarity options, output range, duty cycle, or feed system needed for that wire.
Can a MIG Welder Handle Flux-Core Wire Properly?
Not every “flux-core capable” MIG welder runs every flux-cored wire well. The machine still needs the right polarity, output range, drive roll setup, contact tip size, and duty cycle.
Polarity and Process Compatibility
True flux-core versatility requires polarity switching to accommodate different wire types. Self-shielded wires typically run DCEN, gas-shielded flux-core usually requires DCEP, and solid wire always uses DCEP. Some budget machines advertise “flux-core ready” but only provide DCEP polarity, suitable for gas-shielded flux-core but incompatible with popular self-shielded wires like E71T-11.
Feed System, Output Range, and Duty Cycle
Flux-core wire places different demands on wire feeding systems than solid wire. The tubular construction requires more consistent tension and proper drive roll selection. Output range matters too. Running 0.045″ flux-core wire effectively requires 180-200+ amps depending on material thickness. Duty cycle becomes critical for production flux-core welding.
When to Keep Using Your Current Machine and When to Upgrade
Your current machine suffices if it provides polarity switching, handles your wire diameter at appropriate amperage, and meets your duty cycle needs. Upgrade makes sense when you’re frequently hitting amperage limits, experiencing thermal shutdowns, fighting wire feeding problems, or lacking polarity options for your preferred wire types.
How Do You Choose the Right Welder for Flux-Core Applications?
Selecting equipment specifically for flux-core use requires evaluating capabilities beyond basic “flux-core compatible” marketing claims.
Flux-Core MIG Welder Setup Checklist
- Polarity Switching: The machine should support the polarity required by the wire.
- Output Range: Match the amperage range to the wire diameter and material thickness.
- Duty Cycle: Use a stronger duty cycle for production or frequent welding.
- Feed System: Check drive roll options, feed tension adjustment, and liner fit.
- Consumables: Make sure contact tips, liners, and drive rolls are easy to replace.
What to Check Before Adding a Flux-Core MIG Welder to Your Lineup
A flux-core capable MIG welder is easier to recommend when the setup is clear. The product page or sales sheet should state which wire sizes the machine supports, which polarity options are available, and which contact tips, drive rolls, and liners are needed.
When comparing models from a welding equipment supplier, check whether the machine can run common self-shielded flux-core wire, whether replacement contact tips and drive rolls are easy to source, and whether the setup instructions are clear. These details reduce setup questions after the sale.
Conclusion
Flux-cored welding wire is not hard to understand, but it is easy to mismatch. Start with the work environment, then check the wire type, diameter, AWS classification, polarity, and MIG welder output.
For outdoor repair and mobile work, self-shielded flux-core wire is usually the easier choice. For shop fabrication, gas-shielded flux-core wire often gives better control and productivity. Either way, the wire and machine need to match.
If your team is comparing flux-core capable MIG welders for a product lineup, check polarity switching, feed stability, duty cycle, and consumable availability before making the recommendation.
Frequently Asked Questions
Yes, flux-cored wire tolerates surface contamination substantially better than solid wire with gas shielding. The forceful arc and slag-forming flux help burn through light rust, mill scale, and even thin paint layers. However, heavy rust, thick paint, or oil contamination still require removal for sound welds.
Self-shielded flux-core wire can be a good option for entry-level customers because it removes the need for a gas cylinder. The setup is simpler, but the customer still needs to learn polarity, stickout, travel angle, and slag cleanup. For a cleaner first experience, some customers may still prefer solid MIG wire with shielding gas.
Flux-cored wire exists for stainless steel welding, though it’s less common than solid stainless wire. Aluminum flux-cored wire is extremely rare and impractical, aluminum welding typically uses solid wire with argon-rich shielding gas or TIG welding processes instead.
Store flux-cored wire in a dry location to prevent moisture absorption by the flux core. Moisture causes porosity and hydrogen cracking. Resealable bags or storage containers with desiccant help maintain wire quality. Some industrial users store opened flux-core spools in heated cabinets to ensure dryness.



