Imagine a maintenance crew repairing steel on a windy jobsite, a farmer fixing broken equipment in an open field, or a pipe welder making root passes far from the shop. Stick welding electrodes work well in these jobs because they create their own shielding and run on portable equipment.
If you are comparing stick welding electrodes, you need to answer two questions: which rod fits the job, and whether your stick welder can run it correctly.
This guide explains AWS rod numbers, common electrodes like E6010, E6011, E6013, and E7018, and the machine features that affect arc starts, polarity, penetration, and weld quality.
What Is a Stick Welding Electrode?
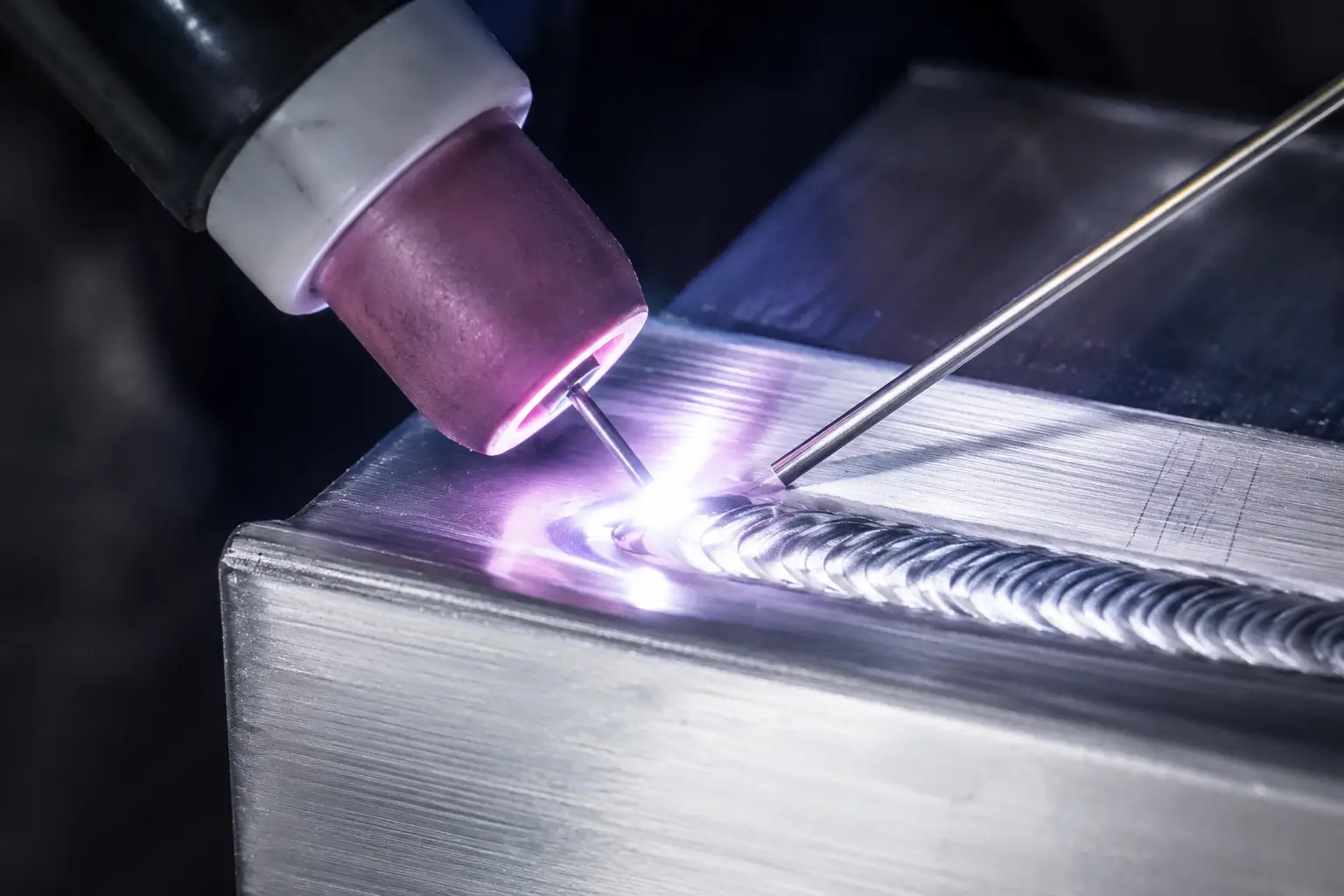
Stick welding electrodes are consumable rods used in shielded metal arc welding. Each rod has a metal core wire and a flux coating that burns during welding.
A Consumable Electrode Used in SMAW
During welding, current flows through the rod and creates an arc between the electrode tip and the base metal. The arc melts the core wire into filler metal and also melts the base metal to form the weld pool.
Unlike TIG, where the tungsten electrode does not melt, or MIG, where wire feeds continuously through a gun, stick electrodes burn shorter as you weld and must be replaced after a short length of weld.
Flux Coating, Shielding Gas, and Slag
The flux coating does three jobs during welding. It creates shielding gas, forms slag over the cooling weld, and adds ingredients that stabilize the arc or clean the weld metal.
This self-shielding is why stick welding is useful for outdoor and field work, especially where wind can disturb MIG or TIG shielding gas. Different flux coatings also explain why E6010, E6011, E7018, and other rods behave differently.
Common Names Readers May See
You may see the same consumable called a stick electrode, welding rod, SMAW electrode, or stick rod. In stick welding, “rod” and “electrode” usually mean the same thing, though TIG filler rods are different.
How Do You Read the AWS Electrode Classification Number?
The AWS electrode number tells you four things: tensile strength, welding position, flux type, and current compatibility. That is the practical answer behind what do the numbers on a welding rod mean: the label tells you what the rod can handle before you strike an arc.

Strength and Position in the Code
The first two (or three) digits indicate minimum tensile strength in thousands of pounds per square inch. E6010 and E6011 provide 60,000 PSI minimum tensile strength, suitable for general structural steel and mild steel applications. E7018 and E7024 provide 70,000 PSI minimum tensile strength, matching higher-strength structural steels and applications requiring better mechanical properties.
The third digit shows welding position. In common four-digit classifications, “1” means the rod can be used in all positions, while “2” usually means flat and horizontal fillet welding.
The final digit points to flux type and current compatibility. It helps you check whether the rod is designed for AC, DCEP, DCEN, or more than one current type.
For field repair, maintenance work, and structural welding, all-position capability (1) provides maximum flexibility.
Flux Type and Current Compatibility
The final digit identifies flux type and compatible welding current. This number determines whether the electrode runs on AC (alternating current), DCEP (DC electrode positive/reverse polarity), DCEN (DC electrode negative/straight polarity), or multiple current types. For example, E6010 runs only on DCEP, while E6011 runs on both AC and DCEP, making it more versatile for field conditions where only AC power may be available.
A Quick Example Using E7018 and E6011
E7018 Breakdown:
- E = Electric welding electrode
- 70 = 70,000 PSI minimum tensile strength
- 1 = All-position welding capability
- 8 = Low-hydrogen flux, runs on AC or DCEP
E6011 Breakdown:
- E = Electric welding electrode
- 60 = 60,000 PSI minimum tensile strength
- 1 = All-position welding capability
- 1 = High-cellulose flux, deep penetration, runs on AC or DCEP
This coding system allows welders to immediately understand electrode capabilities without consulting detailed specification sheets.
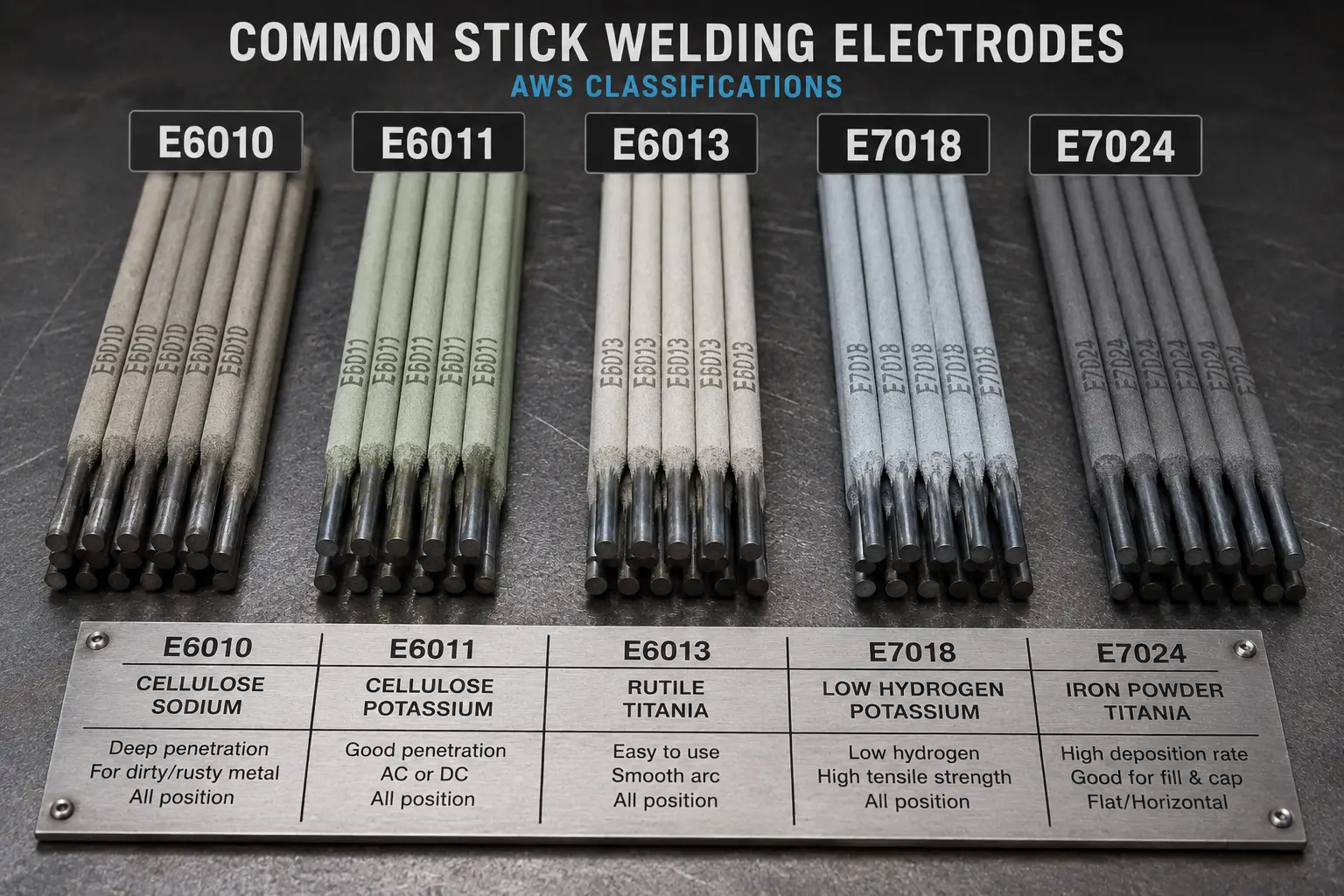
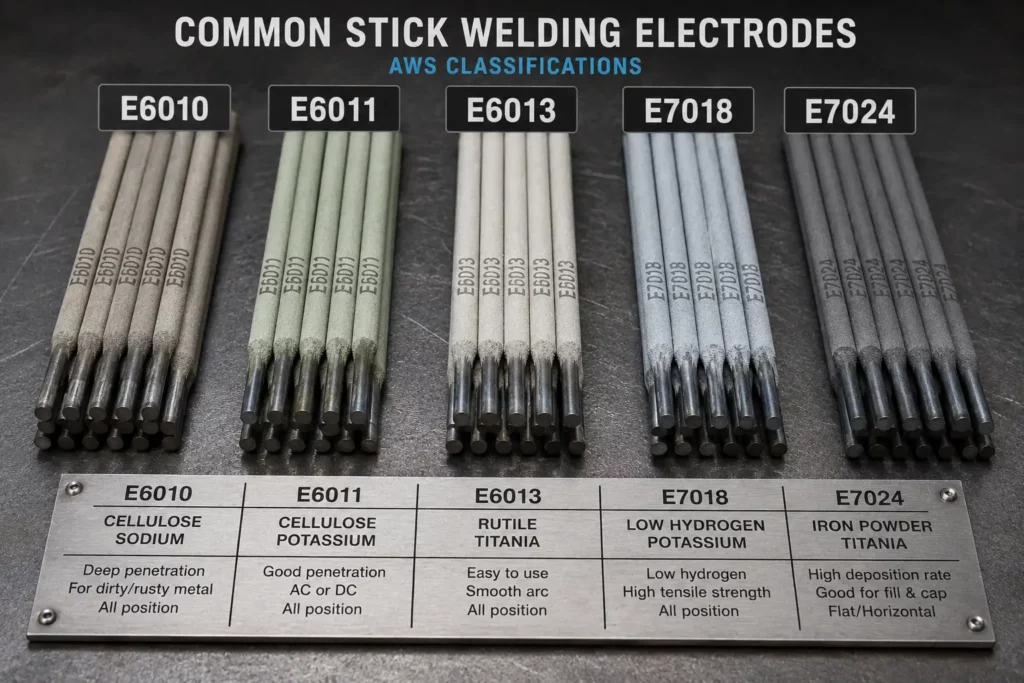
What Are the Most Common Stick Welding Electrodes?
Five stick electrodes cover most repair, fabrication, and structural work: E6010, E6011, E6013, E7018, and E7024. Each one behaves differently, so the right choice depends on penetration, position, power source, and weld requirements.
E6010 for Deep Penetration and DC Root Work
E6010 has a forceful, deep-penetrating arc. It is often used for pipe root passes, open-root joints, and repair work where the arc must dig into the base metal. It runs on DCEP and needs a stick welder with stable DC output and good arc control.
E6011 for Field Repair and AC Flexibility
E6011 gives similar deep penetration but can run on AC or DCEP. That makes it useful for farm repair, rusty steel, outdoor maintenance, and jobs where the power source may be older or generator-based.
E6013 for General Repair and Easier Handling
E6013 has a smoother arc and moderate penetration. It is easier to control than E6010 or E6011, so it works well for light fabrication, thinner steel, and general repair where appearance and handling matter more than deep fusion.
E7018 for Structural Work and Low-Hydrogen Performance
E7018 is a low-hydrogen electrode used for structural steel, restrained joints, and work where crack resistance matters. It produces smooth welds with good mechanical properties, but the coating must stay dry. After opening, store it according to the electrode data sheet or job specification, often in a holding oven for low-hydrogen work.
E7024 for High Deposition in Flat and Horizontal Work
E7024 uses iron-powder flux to deposit weld metal quickly. It works best for large flat or horizontal fillet welds in production fabrication. It is not as flexible as all-position rods, so it is less useful for general repair.
| Electrode | Strength | Positions | Penetration | Current | Best Applications |
| E6010 | 60 ksi | All | Deep | DCEP only | Pipe roots, open-root joints |
| E6011 | 60 ksi | All | Deep | AC or DCEP | Field repair, rusty steel |
| E6013 | 60 ksi | All | Moderate | AC, DCEP, DCEN | General repair, sheet metal |
| E7018 | 70 ksi | All | Good | AC or DCEP | Structural steel, critical work |
| E7024 | 70 ksi | Flat, horizontal | Moderate | AC or DCEP | High-deposition flat work |
How Do You Choose the Right Stick Electrode for the Job?
Choose the rod by matching it to the steel, thickness, joint condition, welding position, and power source. A rod that works well on clean flat plate may not work well on rusty field repair or vertical structural work.
Base Metal, Thickness, and Joint Condition
Match electrode strength to the base metal and joint requirement. E6010, E6011, and E6013 cover many mild-steel repairs. E7018 fits structural steel or restrained joints where crack resistance matters.
Thin steel usually needs easier control and moderate penetration, which often points to E6013. Thick steel, open roots, rusty surfaces, or poor fit-up may need the deeper arc of E6010 or E6011.
Welding Position and Work Environment
Use all-position rods when the job may involve vertical or overhead welding. E6010, E6011, E6013, and E7018 offer more flexibility than flat/horizontal-only rods like E7024.
For outdoor work, stick electrodes are useful because they do not rely on external shielding gas. You still need safe, dry working conditions and proper surface preparation.
Power Source Compatibility Before You Buy Rods
Check the current and polarity before buying rods. E6010 needs DCEP. E6011 and E6013 are more flexible because they can run on AC or DC. E7018 often runs best on stable AC or DCEP output, depending on the rod and machine.

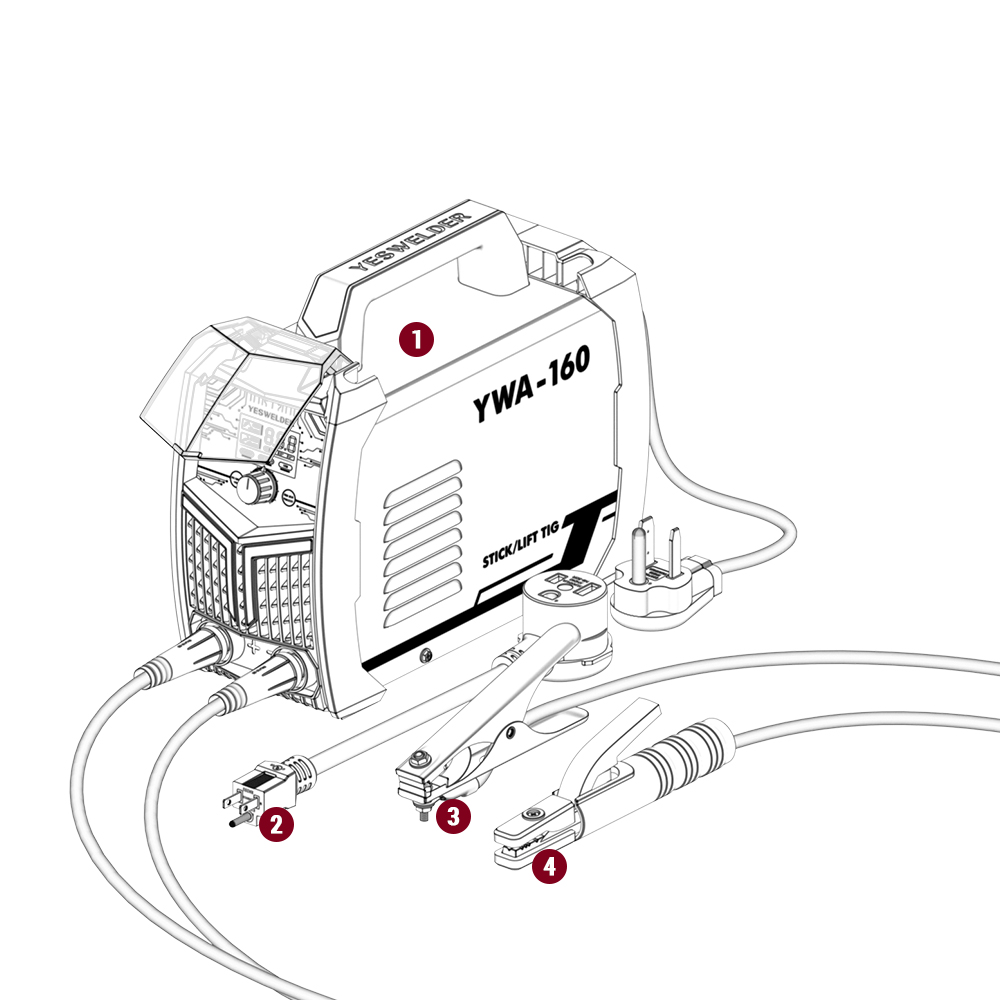
What Kind of Welder Do You Need for Different Stick Electrodes?
The right stick welder must match the rod, not just the maximum amperage number. Check current type, polarity, arc control, duty cycle, and the electrode sizes you plan to run.
Stable DC Output and Polarity Control
E6010 and E7018 need stable output and correct polarity to run well. E6010 requires DCEP, while E7018 commonly runs on AC or DCEP. Poor output stability can cause hard starts, erratic arcs, and inconsistent penetration.
Modern inverter stick welders often provide smoother DC output than older transformer machines. For repair, field maintenance, or shop use, stable output often matters more than headline amperage.
Hot Start, Arc Force, and Anti-Stick Support
Hot start helps the arc start cleanly. Arc force helps keep the electrode from sticking when the arc gets short. Anti-stick reduces current when the rod sticks to the workpiece.
These features are useful for rods like E7018 and E6010 because they make starts, arc control, and recovery from sticking easier.
Amperage Range, Duty Cycle, and Job-Site Fit
Match amperage range to rod size. Common 1/8-inch electrodes often run around 70–125 amps, while larger rods may need much more output.
For repeated shop or structural work, check duty cycle at the amperage you actually use. For field repair, also check weight, input power, generator compatibility, and portability.
When evaluating equipment from a welding equipment supplier, focus on the rods and jobs you actually run. Output stability, arc-control features, and duty cycle are more useful than maximum amperage alone.
What Problems Can the Wrong Electrode or Machine Setup Cause?
The wrong rod or machine setup often shows up as hard starts, sticking, porosity, spatter, cracking, or an unstable arc. Before blaming technique, check rod type, polarity, amperage, electrode condition, and machine output.
Starting, Sticking, and Unstable Arc Behavior
Difficult starts often come from low amperage, weak hot start, poor grounding, or a rod that does not match the machine. E7018 is especially sensitive to poor starting support.
Electrode sticking usually means the amperage is too low, arc force is weak, or the rod is being run on the wrong polarity. E6010 on AC is a common mismatch because E6010 requires DCEP.
An erratic arc can come from wrong polarity, dirty base metal, moisture-damaged electrodes, or worn leads and clamps.
Porosity, Spatter, and Cracking Risks
Porosity often points to moisture, contamination, long arc length, or wrong polarity.
Excessive spatter can come from high amperage, wrong polarity, or dirty base metal.
Cracking risk increases when the rod does not match the material, especially on restrained joints, higher-carbon steels, or critical work where low-hydrogen electrodes are required.
Conclusion
Choosing the right stick welding electrode starts with the job. E6010 and E6011 are better for deep penetration, root passes, and repair on less-than-perfect steel. E6013 is easier to handle for general repair and thinner material. E7018 is the better fit when low-hydrogen performance, crack resistance, and structural strength matter.
The rod is only half of the decision. A weak or mismatched stick welder can turn the right electrode into hard starts, sticking, unstable arcs, and poor penetration. Before choosing equipment, check polarity options, stable DC output, hot start, arc force, duty cycle, and the electrode sizes you plan to run.
For shops, repair teams, and distributors, YesWelder’s stick welder lineup gives you a practical way to match machines to real electrode use, from portable repair work to shop maintenance and entry-level resale. Compare models by rod compatibility, output stability, arc-control features, and duty cycle, then choose the setup that fits the electrodes your users actually need.
FAQ
Both work outdoors, but stick electrodes excel in extremely windy conditions and require simpler, more portable equipment without wire-feed mechanisms. Flux-cored wire offers faster welding speeds and easier operation but requires more complex machines. For maximum portability and weather tolerance, stick electrodes provide advantages. For production-rate outdoor work with adequate equipment support, flux-cored wire may prove more productive.
Yes, multi-process machines combining Stick (SMAW) and TIG (GTAW) capability serve maintenance shops excellently. Use Stick for heavy repair, outdoor work, and thick materials; use TIG for precision work, stainless steel, and aluminum. This versatility eliminates purchasing separate machines while providing comprehensive repair capability.
Engine-driven welders suit remote locations without electrical power—pipeline construction, rural repair, or field fabrication far from outlets. For locations with electrical service, portable inverter stick welders provide quieter operation, lower fuel costs, better output stability, and superior arc characteristics at substantially lower initial cost.
Yes, inadequate generator capacity or poor output quality creates arc instability and inconsistent welding. Size generators to provide 1.5-2× the welder’s maximum input requirement. Quality inverter stick welders tolerate generator power better than older transformer machines, but adequate generator sizing remains essential for reliable performance.
Moisture-damaged E7018 loses its low-hydrogen characteristics and should not be used on critical structural work where hydrogen cracking poses risks. Standard electrodes like E6010, E6011, and E6013 tolerate modest moisture better but still perform poorly when significantly contaminated. Electrodes exposed to moisture should be reconditioned in rod ovens following manufacturer guidelines or discarded for critical applications.