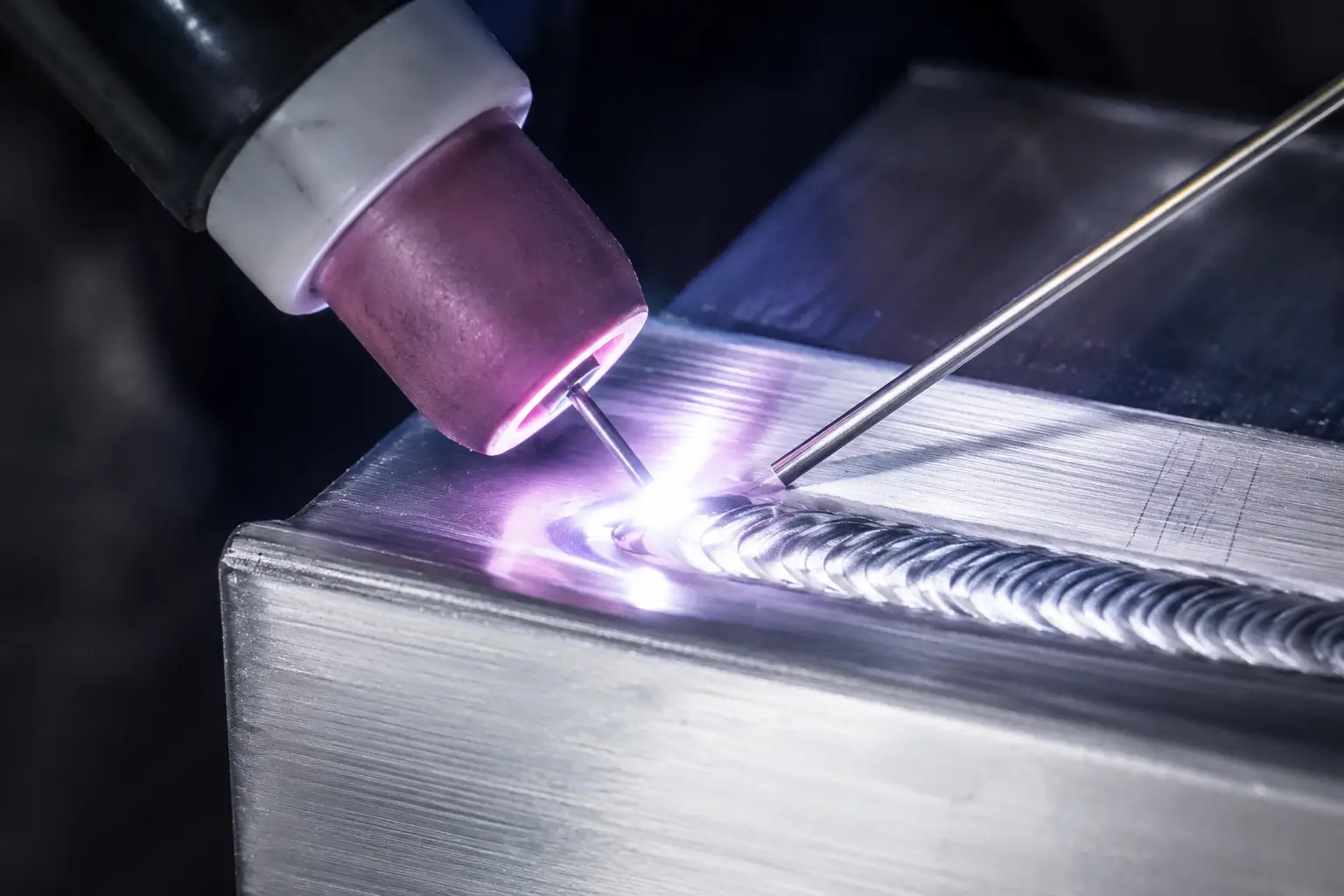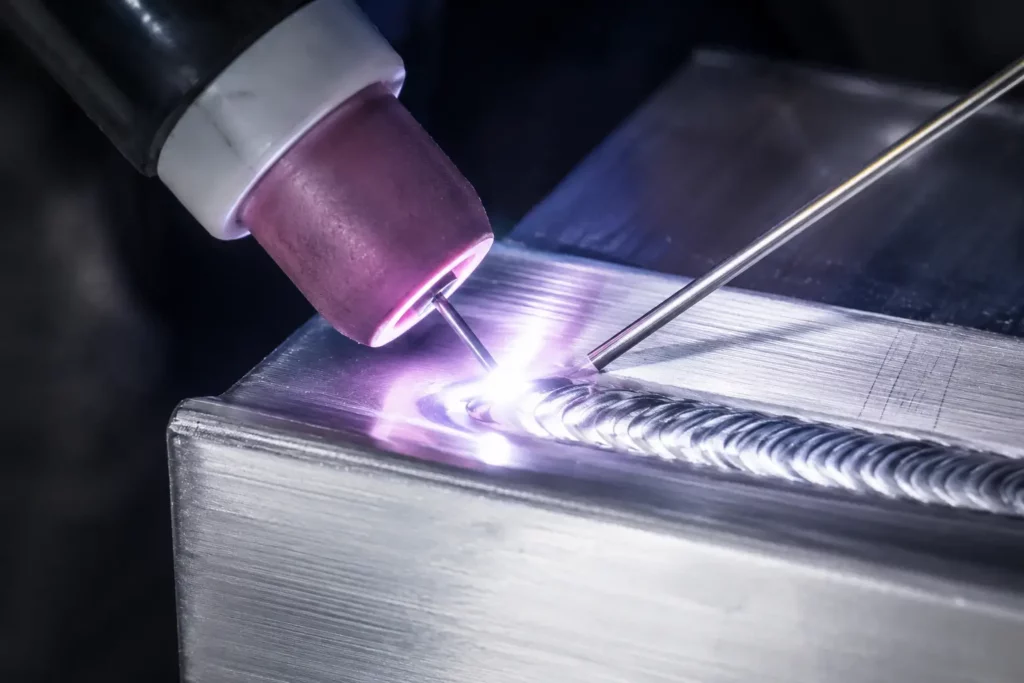
Your TIG tungsten electrode does not melt into the weld pool. Unlike MIG welder wire or stick welder rod, it stays solid, carries the current, and creates the arc. That gives you precise heat control, but pick the wrong type and your arc will wander before you even finish the first pass.
Picking the right one is not complicated. You need to match three things: AC or DC current, the metal you are welding, and how many amps you are running. This guide breaks down the color codes, shows you which type fits which job, and tells you what to check before you strike an arc.
What Is a Tungsten Electrode in TIG Welding?
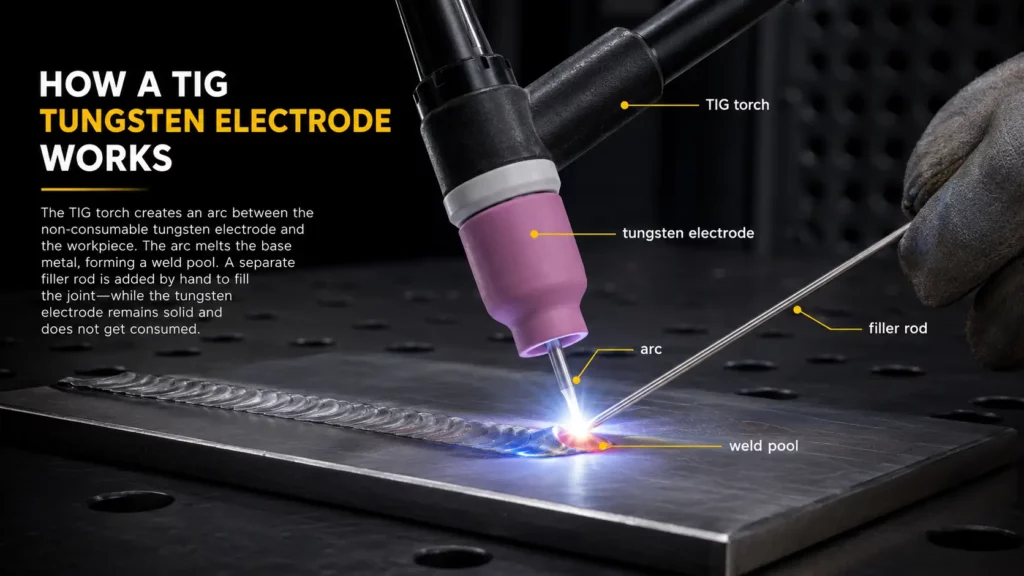
A tungsten electrode is the non-consumable rod that carries your arc in TIG welding. It sits at the tip of your torch and conducts current to create the arc.
But here is the key difference: it never melts into the weld pool.
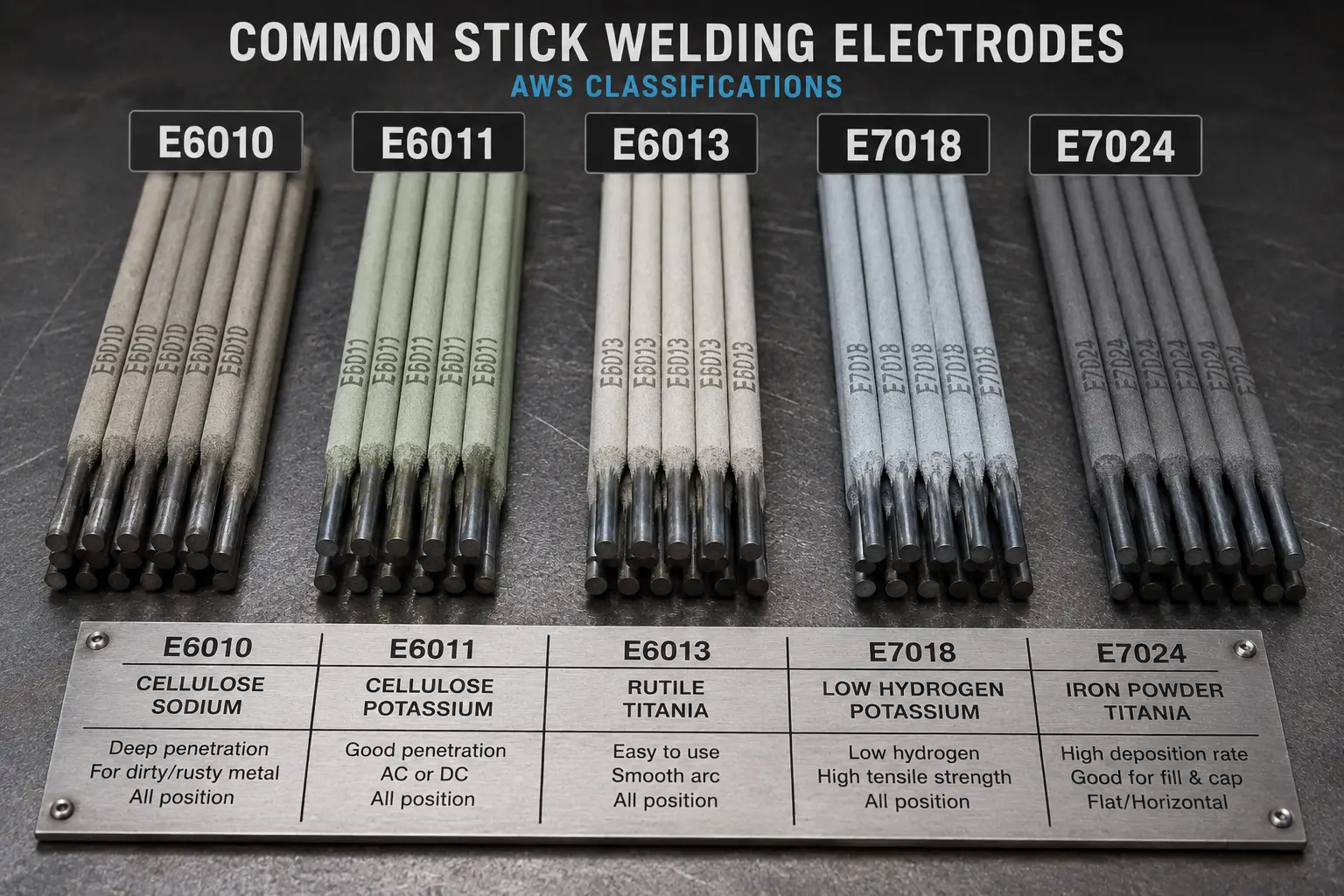
It Stays Solid While Stick and MIG Electrodes Melt
With a stick welder, your electrode melts and becomes filler metal.
With a MIG welder, wire feeds continuously and melts into the pool too.
Your tungsten does neither. It stays solid, holds the arc steady, and lets you control exactly where the heat goes.
When you need filler, you add it yourself with a separate rod. That is why TIG gives you the precision that MIG and stick cannot match.
Your Arc Quality Lives and Dies by the Electrode
Because the tungsten stays solid, its condition controls everything.
A clean, sharp electrode gives you a tight, focused arc and clean starts.
A contaminated or worn one makes the arc wander, sputter, or force you to stop and regrind in the middle of a pass.
The type matters too. Different formulations handle heat differently, start at different temperatures, and work on either AC or DC.
Use the wrong one and you will fight the arc from the first strike. On thin stainless or aluminum, that struggle is even worse.
What Are the Different Types of TIG Tungsten Electrodes?
TIG tungsten electrodes come in different formulations, each matched to a color code. Pick the right one and your arc starts clean and stays stable. Pick the wrong one and you will fight the arc from the first strike.
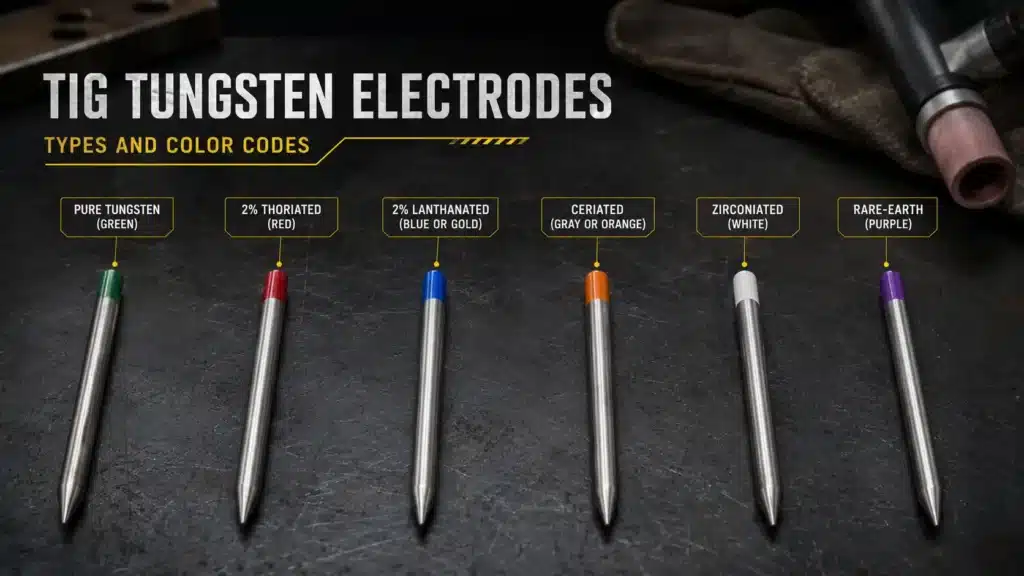
Pure Tungsten for Traditional AC Aluminum Work
Pure tungsten carries a green band. It was the old standard for AC TIG on aluminum and magnesium because it forms a natural ball tip when AC current heats it.
That ball tip worked well on older transformer machines. But modern inverter TIG setups usually run better with lanthanated or zirconiated electrodes. Pure tungsten is still available, yet for most jobs today it is outdated.
Thoriated Tungsten for DC Welding
Two percent thoriated tungsten carries a red band. It has been the standard choice for DC TIG on steel, stainless, titanium, and nickel alloys.
It starts the arc easily, holds up under heat, and carries current reliably across a wide amperage range. The thorium oxide inside gives it those properties.
But thorium is mildly radioactive. Grinding dust requires a respirator, good ventilation, and careful disposal. Many shops have dropped thoriated tungsten and switched to lanthanated options that perform nearly as well without the safety hassle.
Lanthanated Tungsten as the Most Versatile Modern Option
Lanthanated tungsten carries a blue or gold band depending on the manufacturer and lanthanum percentage. Most welders today consider it the most versatile all-around option.
Two percent lanthanated works on both AC and DC. It runs reliably from low-precision work up to higher-output production, and it fits modern inverter TIG machines well.
Many shops keep 2% lanthanated as their default because one type covers steel, stainless, and aluminum. It is not perfect for every specialized job, but it handles mixed work well enough and keeps your inventory simple.
Ceriated and Rare-Earth Alternatives for Low-Amperage and Mixed Use
Ceriated tungsten carries a gray or orange band depending on the manufacturer. It excels at low-amperage TIG, thin-gauge welding, and precision work.
Arc starting is easier at low currents with ceriated than with pure tungsten or some other types. Check the product label rather than relying solely on color.
Modern rare-earth electrodes, such as purple-coded EWG or E3, offer non-radioactive alternatives with broad AC/DC versatility. They blend benefits from traditional types while eliminating the radioactive handling concerns.
Zirconiated Tungsten for High-Current AC Aluminum Applications
Zirconiated tungsten carries a white band. It is the top pick for higher-current AC welding on aluminum and magnesium.
It resists contamination better than most alternatives and handles the heat load and thermal cycling of AC welding more effectively. The zirconium oxide helps it hold a stable ball tip under AC while resisting erosion.
It is not the right choice for DC work, where lanthanated or thoriated electrodes perform better. Think of it as a specialist for AC aluminum, not a general-purpose electrode.
| Color Code | Tungsten Type | AWS Class | Current | Typical Applications |
| Green | Pure | EWP | AC | Traditional AC aluminum (older machines) |
| Red | 2% Thoriated | EWTh-2 | DC | Steel, stainless, titanium, nickel (DC only) |
| Blue/Gold | 2% Lanthanated | EWLa-2 | AC/DC | General purpose, mixed materials |
| Gray/Orange | Ceriated | EWCe-2 | AC/DC | Low-amperage precision work |
| White | Zirconiated | EWZr | AC | High-current aluminum and magnesium |
| Purple | Rare-earth/Multi-oxide | EWG/E3 | AC/DC | Modern universal alternative |
Note: Color coding conventions may vary slightly between manufacturers. Always verify electrode type through product labeling.
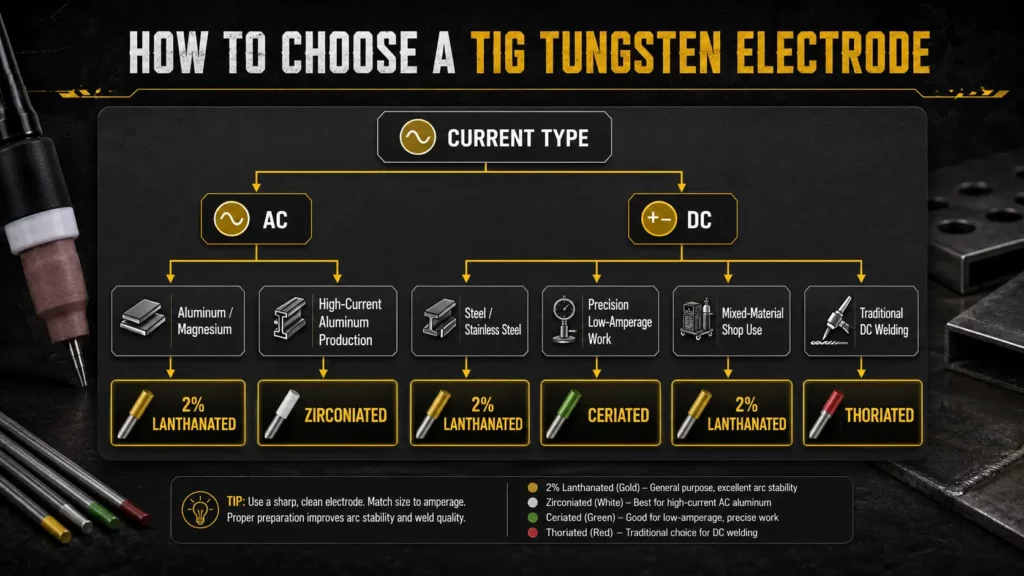
Which TIG Tungsten Electrode Should You Use for Different Materials and Current Types?
You need to match your tungsten to two things: your current type and your base metal.
Match Tungsten to AC and DC Current
AC welding is what you use for aluminum and magnesium.
On modern inverter machines, 2% lanthanated handles most aluminum work well. For higher-current production runs, zirconiated gives you better performance and longer electrode life. Pure tungsten still works, but it is older tech.
DC welding is your choice for steel, stainless, titanium, copper, and nickel alloys.
Two percent lanthanated covers most DC jobs. Thoriated performs slightly better at demanding high amperage, but you have to manage the grinding dust safely. Ceriated works well for low-amperage precision jobs under 50 amps.
Mixed shops that weld both aluminum and steel do well with 2% lanthanated. One type covers both AC and DC, so you do not need separate stock for each.
Choose by Metal and Task
Thin stainless steel at low amperage: ceriated or 2% lanthanated starts easily and stays stable under 50 amps.
General steel fabrication: 2% lanthanated handles your everyday steel and stainless work from 50 to 200 amps.
Production aluminum welding: zirconiated withstands sustained high-current AC better than general-purpose options. You change electrodes less often and the arc stays consistent.
Titanium and exotic alloys: 2% lanthanated or thoriated on DCEN gives you the stable, focused arc these metals need.
When One Type Covers Everything
If your shop handles mixed materials, 2% lanthanated is usually the most practical single-type choice.
It is not perfect for heavy AC aluminum production. But for daily mixed work, it performs well enough that many shops stock only this one type and skip the rest.
| Application | Current | Recommended Tungsten | Diameter Range | Notes |
| Thin stainless/precision | DC | Ceriated or 2% Lanthanated | 0.040″-1/16″ | Low-amperage control |
| General steel/stainless | DC | 2% Lanthanated | 1/16″-3/32″ | Versatile workhorse |
| Aluminum (general) | AC | 2% Lanthanated | 1/16″-1/8″ | Modern inverter TIG |
| Aluminum (production) | AC | Zirconiated | 3/32″-1/8″ | High-current durability |
| Titanium/exotic alloys | DC | 2% Lanthanated or Thoriated | 1/16″-3/32″ | Critical applications |
How Do You Choose the Right Tungsten Diameter?
Your tungsten diameter depends mainly on your amperage range. Material thickness and heat load matter too, but amps drive the decision.
Common Sizes and Amperage Ranges
| Diameter | Amperage | Typical Use |
| 0.040″ (1.0mm) | 5-20 A | Precision work, micro TIG, thin foil |
| 1/16″ (1.6mm) | 10-80 A | Thin stainless, light fabrication |
| 3/32″ (2.4mm) | 60-150 A | General fabrication, most common |
| 1/8″ (3.2mm) | 100-250 A | Production welding, thicker material |
| 5/32″ (4.0mm) | 200-400+ A | Heavy fabrication, max output |
These are general guidelines. Your actual performance depends on current type, tungsten type, tip prep, and your machine.
Why High-Heat Applications Need Larger Diameters
Sustained high amperage generates substantial heat in your tungsten electrode. If your diameter is too small, the tip balls excessively, erodes rapidly, or contaminates the weld pool with tungsten inclusions.
Larger diameters dissipate heat better and maintain tip geometry under sustained high current. That is why they are essential for production environments running continuous high-amperage welds.
What to Stock in Your Shop
Most general fabrication shops keep 1/16″, 3/32″, and 1/8″. That covers roughly 10 to 250 amps and handles most daily work.
Add 0.040″ if you do micro or precision welding. Add 5/32″ if you run heavy fabrication. Three or four sizes is usually enough without overcomplicating your inventory.
How Should You Prepare and Maintain the Tungsten Tip?
Your tip preparation controls arc focus, starting ease, and weld quality. Get it wrong and you will fight the arc all day.
Pointed and Truncated Tips for DC Welding
For DC work on steel, stainless, and titanium, grind your tungsten to a sharp point with a 15 to 30 degree included angle. That tight point focuses the arc and gives you precise heat placement.
At higher amperage, grind a small flat on the very tip, about 0.010″ to 0.020″. That prevents the fine point from eroding immediately while still keeping the arc focused.
Rounded Tips and Modern AC Tip Preparation
Old-school AC aluminum welding with pure tungsten formed a natural ball tip. The arc heat melted the end into a hemisphere.
Modern inverter machines running lanthanated tungsten on AC often work better with a truncated or lightly rounded tip instead of a full ball. Your machine’s AC balance and output characteristics affect the ideal shape, so check your manual for the manufacturer’s recommendation.
Grinding Direction, Contamination, and Regrinding
Grind lengthwise. Always grind along the electrode axis, never across. Cross-grinding leaves circumferential grooves that make the arc wander. A dedicated tungsten grinder keeps your angles consistent.
Watch for contamination. It happens when the electrode dips into the molten pool, when your shielding gas coverage is too low, or when poor arc starting causes tungsten to transfer into the weld. If your tungsten is contaminated, grind it back to clean material. Surface cleaning is not enough.
Regrind as needed. In production work, regrind whenever the tip erodes, contaminates, or changes shape and starts affecting your arc. Keep your grinding wheel dedicated to tungsten only. If you use a wheel contaminated with steel, that contamination transfers straight to your electrode.

What TIG Welder Features Matter Most for Stable Tungsten Performance?
The right tungsten helps, but your welder has to support it. Without the right machine features, even the best electrode will give you poor starts and an unstable arc.
AC/DC Output for Mixed Materials
Aluminum and magnesium need AC. Steel, stainless, titanium, and most nickel alloys need DC.
If your shop handles both, an AC/DC machine saves you from buying separate equipment. One machine covers your ferrous and non-ferrous work, and you just swap tungsten types to match the job.
High-Frequency Start for Clean Arc Initiation
HF start fires the arc without your tungsten touching the workpiece. That means no contamination from contact, no tungsten inclusions, and cleaner results from the first strike.
It is especially useful for precision work and any job where contamination could cost you a weld.
Pulse TIG for Thin Materials and Heat Control
Pulse TIG switches between a high peak current and a lower background current. That reduces your average heat input while still giving you penetration.
It is a big help on thin stainless, light-gauge work, heat-sensitive parts, and any job where you need a clean, controlled bead. It also expands what you can weld with TIG.
AC Balance and Torch Compatibility for Aluminum
AC balance controls how much time the cycle spends in electrode-negative versus electrode-positive mode. That affects how well the arc cleans aluminum oxide, how deep it penetrates, and where the heat goes.
Adjustable balance lets you dial in the settings for different aluminum alloys and thicknesses. For sustained high-current production work, check whether your machine supports a water-cooled torch. Air-cooled torches top out at lower amperages.
For Shops and Training Programs
Whether you run a training program, a repair shop, or a mixed-material fabrication line, your welding equipment needs to deliver predictable arc behavior and simple controls. That means less time troubleshooting and fewer support questions.
YesWelder’s TIG welder lineup covers AC/DC machines with HF start, pulse control, and adjustable AC balance. That keeps your tungsten stable across mixed-material work. For training programs, repair shops, and entry-level product lines, consistent setup behavior and predictable arc control reduce troubleshooting and support overhead.
Compare models by current range, AC balance range, torch compatibility, and whether pulse and HF start are included. The right machine keeps your tungsten performing longer with fewer stops.
Conclusion
Picking the right tungsten comes down to matching your current type, metal, and amperage. Here is what to remember:
- For most shops, 2% lanthanated is the practical starting point. It handles steel, stainless, and aluminum without separate inventory.
- Match zirconiated to high-current AC aluminum, ceriated to thin-gauge precision, and thoriated only where you can manage the dust.
- Your tungsten and your welder work as a system. Wrong current type or poor AC balance forces you to stop and regrind.
The biggest risk is mismatching your tungsten and your machine. That costs you time and material, and can ruin a weld mid-pass.
YesWelder’s TIG welder lineup covers AC/DC machines with HF start, pulse control, and adjustable AC balance. That keeps your tungsten stable across mixed-material work. For training programs, repair shops, and entry-level product lines, consistent setup behavior and predictable arc control reduce troubleshooting and support overhead.
Compare models by current range, AC balance range, torch compatibility, and whether pulse and HF start are included. The right machine keeps your tungsten performing longer with fewer stops.
Frequently Asked Questions
For most mixed-material shops, standardizing on 2% lanthanated simplifies inventory and reduces setup errors. Keep a small stock of zirconiated for heavy AC aluminum production and ceriated for precision work if those jobs make up a significant part of your workload.
Start with a simple color-code chart posted near the grinders. Teach them to match the color band to the current type and metal before they grind. Emphasize longitudinal grinding and dedicated wheels. Hands-on practice with scrap material builds confidence faster than classroom instruction.
It varies by amperage, material, and operator skill. High-volume AC aluminum work may require regrinding every few hours. DC steel work at moderate amperage can last a full shift. Budget for regular replacement rather than infinite reuse, and keep spare prepared electrodes ready to avoid downtime.
No. Cross-contamination from steel or other metals ruins tungsten performance and causes arc instability. Use a dedicated tungsten grinder or a wheel reserved exclusively for tungsten. Label the equipment clearly so operators do not mix them.
Store thoriated electrodes in a labeled container away from general consumables. Provide a dedicated grinding station with local exhaust ventilation and require respirator use during grinding. Dispose of grinding dust and worn electrodes according to local regulations for low-level radioactive material. Post handling procedures where operators can see them.