If you work with mild steel from 18 gauge to 1/2 inch, .035 flux core wire is probably the spool you reach for first. It deposits fast enough for production work without the burn-through risk of thicker wire on thin material, and it feeds smoothly through standard MIG guns.
But running .035 wire well takes more than loading a spool and pulling the trigger. In flux-cored welding, wire type, machine output, material thickness, and shielding setup all change the parameters you need. This article shows you how to match .035 flux core wire to your machine, material, and job type.

What Should You Know About .035 Flux Core Wire?
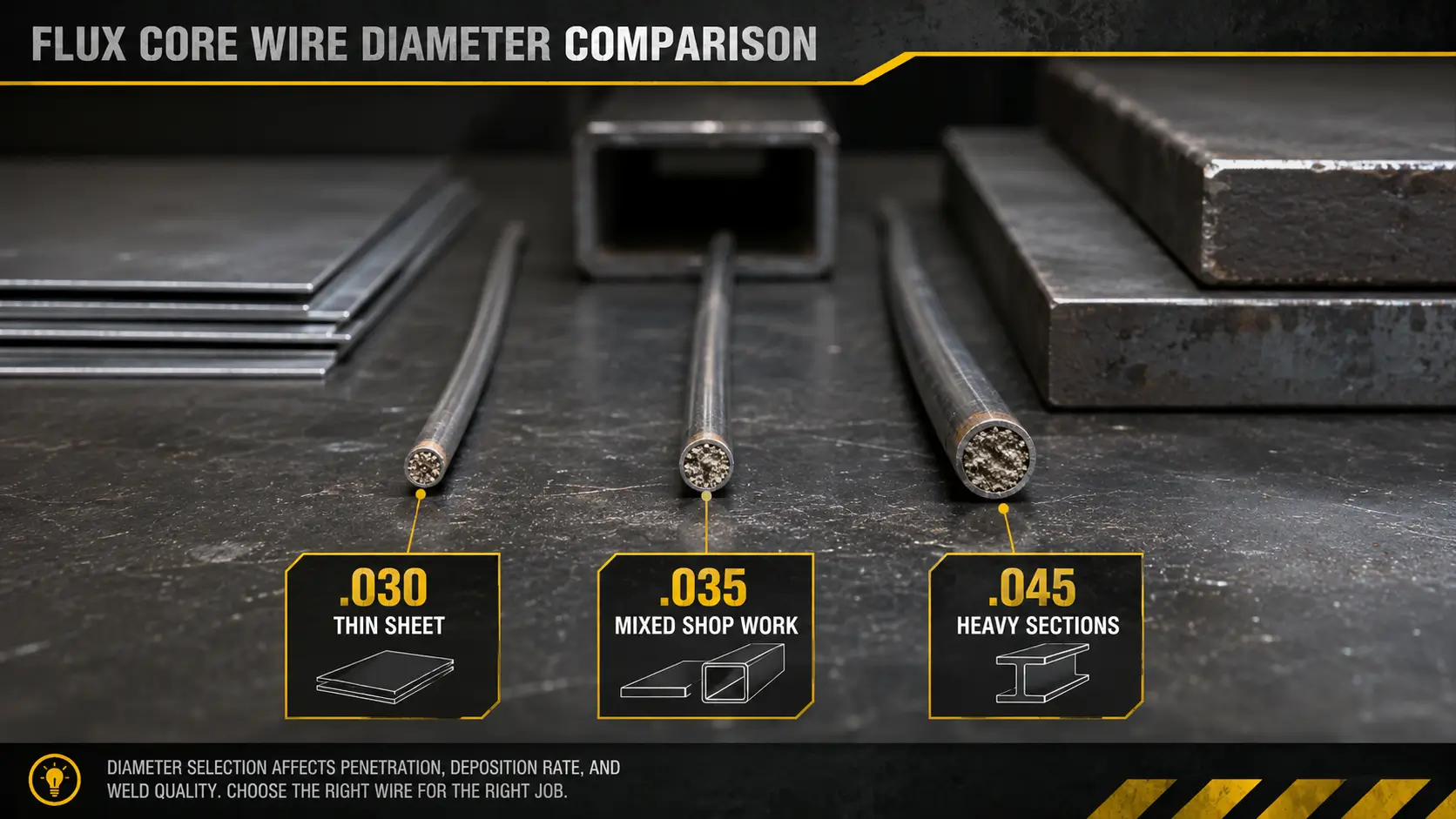
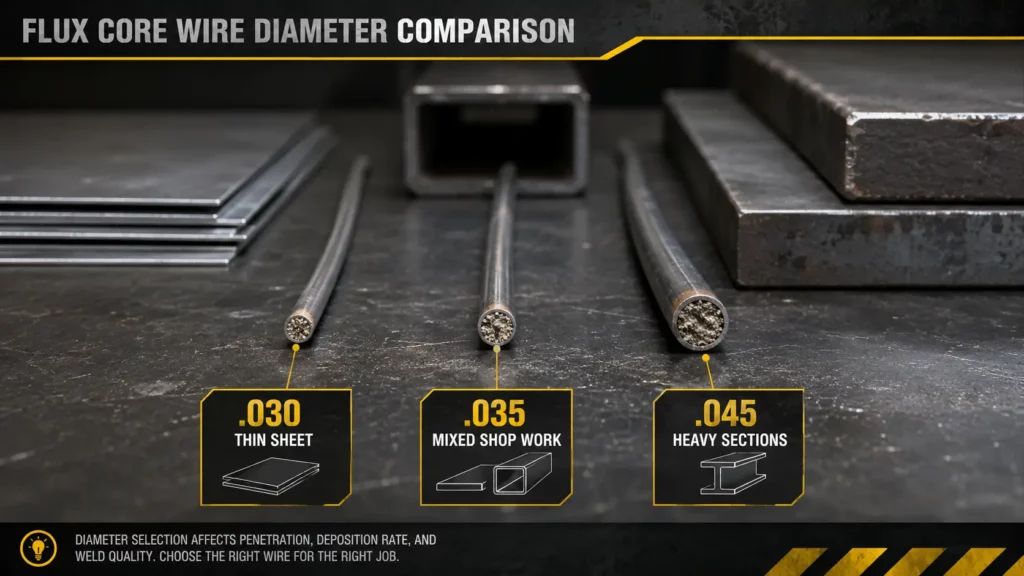
.035 flux core wire sits in the middle of the wire range. It runs hotter than .030, so it penetrates thick steel and bridges gaps more easily. It runs cooler than .045, so you can still control it on 18-gauge sheet metal without burning through. That balance is why most shops keep .035 as their default spool.
Three basics determine whether .035 fits your work: where it sits in the diameter range, what metals it handles, and how manufacturing tolerance affects feeding.
The Middle-Ground Diameter
.035 sits between .030 and .045. It runs hotter than .030 wire, so it penetrates better on thick steel and bridges gaps more easily. At the same time, it does not dump as much heat as .045 wire, which means you can still control it on 18-gauge sheet metal without burning through.
This balance makes .035 the default choice for shops that weld a mix of material thicknesses. If your work ranges from thin-wall tubing up to 1/4-inch plate, one spool of .035 often covers the whole job list.
From Mild Steel to Galvanized
Most .035 flux core wire you will find is formulated for mild steel and carbon steel. The AWS E71T-11 and E71T-1 classifications are both rated for these materials.
Galvanized steel is also workable with standard .035 flux core wire, though the zinc coating produces extra fumes and requires good ventilation. Some manufacturers offer specialized formulations for galvanized applications that reduce porosity.
Stainless steel and alloy versions exist in .035 diameter, but they are less common and usually require specific gas mixtures or self-shielded formulas. For most shop work, mild steel and carbon steel remain the primary applications.
Tolerance and Spool Sizes
Nominal .035″ wire is manufactured to AWS tolerance standards, typically ±0.002″. This tolerance band matters because the contact tip bore, drive roll groove, and gun liner inner diameter are all matched to the nominal size. A wire at the high end of tolerance in a liner sized for nominal diameter experiences increased friction and potential jamming. Undersized wire in an oversized liner causes arc instability and bird-nesting at the drive rolls.
Spools come in several standard sizes.A 2-pound spool works for field repairs and small jobs. A 10-pound spool is the common shop size for steady production work. This is also why wire feed control matters as much as amperage when you run .035 flux core wire.
Self-Shielded or Gas-Shielded: Which .035 Wire Type Do You Need?
.035 flux core wire comes in two main types. The difference starts with how flux core welding protects the weld pool. Self-shielded wire runs without a gas bottle. Gas-shielded wire needs CO2 or argon/CO2 and produces cleaner welds. Your job environment and cleanup tolerance determine which one fits.
E71T-11 Self-Shielded Wire Runs Without External Gas
E71T-11 is the most common self-shielded, or gasless, flux core wire in the .035 diameter. Most brands specify DCEN polarity, though you should always check the wire label or manufacturer data sheet to confirm.
Most E71T-11 wire runs at 90 to 220 amps and 18 to 26 volts, with a recommended stick-out of 3/4 to 1-1/4 inches. It works in all positions on most brands. The trade-off is higher spatter and more smoke than gas-shielded wire, which means more post-weld cleanup.
Any constant-voltage DC welder with wire feed can run .035 E71T-11. A 120V machine at the 140-amp class will handle the lower end of the range but cannot sustain the upper end, so practical single-pass welding is usually limited to about 3/16-inch material.
E71T-1 Gas-Shielded Wire Delivers Cleaner Results
E71T-1 and E71T-9 are gas-shielded classifications that run on DCEP polarity. You need an external CO2 or argon/CO2 mixture, a gas solenoid valve, and a regulator/flowmeter. The payoff is cleaner welds, less fume, and better mechanical properties than self-shielded wire.
Gas-shielded .035 wire typically runs at 100 to 250 amps and 20 to 28 volts, with a shorter stick-out of 1/2 to 3/4 inch. Spatter is lower than self-shielded equivalents. Some classifications also deliver better Charpy V-notch impact toughness for code work.
You need a CV DC welder with gas delivery: a gas solenoid, a regulator, and enough open-circuit voltage for reliable arc starts. The extra equipment is worth it if you work indoors and need clean welds with minimal cleanup.
Spatter, Smoke, and Wind Resistance
Self-shielded wire handles wind and outdoor conditions because it does not rely on external shielding gas. That makes it the practical choice for field work, farm repair, and open-air fabrication. The downside is more spatter and smoke, which means more grinding and cleanup afterward.
Gas-shielded wire needs a sheltered environment. Wind can blow the shielding gas away and cause porosity. Indoors, it produces less spatter, less smoke, and a cleaner weld appearance. If your shop does mostly indoor production work, gas-shielded wire saves time on cleanup.
Which Jobs and Materials Work Best with .035 Flux Core?
.035 flux core wire handles outdoor work, rusty steel, and thick sections that thinner wire cannot manage. It also has limits on thin sheet metal. Here is where it works best and where you need to adjust.
Outdoor, Farm, and Field Applications
Self-shielded .035 wire is the practical choice for outdoor jobs because it does not need shielding gas. Wind cannot blow away protection that is built into the wire. Farm equipment repair, field fabrication, and construction sites all fit this category.
If you work outside regularly, self-shielded wire saves you from hauling gas cylinders and setting up wind shields. The trade-off is more spatter and a rougher weld appearance, which may not matter on structural farm repairs.
Rusty, Dirty, and Galvanized Steel
Flux-cored wire generally tolerates mill scale, light rust, and surface contamination better than solid MIG wire. The flux core provides additional cleaning action that helps penetrate through less-than-perfect surfaces.
Galvanized steel is also workable with standard .035 flux core wire, though the zinc coating produces extra fumes and requires good ventilation. Some manufacturers offer specialized formulations for galvanized applications that reduce porosity.
For heavily rusted or oily material, no welding process delivers perfect results, but .035 self-shielded wire usually handles field conditions better than gas-shielded or solid wire.
Gap Bridging and Thick-Section Work
The extra heat and deposition rate of .035 wire help bridge gaps that .030 or smaller diameters struggle with. On 1/8-inch to 1/4-inch plate, .035 produces single-pass fillet welds on lap and T-joints without trouble.
For 3/8-inch and thicker material, .035 can still do the job but requires multi-pass welding. At 1/2 inch, you are at the practical limit of .035. If your shop runs high-volume thick-section work, .045 wire offers faster deposition and fewer passes.
Sheet Metal Limits and Burn-Through Risk
On 18-gauge to 16-gauge sheet metal, .035 runs at the lower end of its parameter window. Even then, burn-through is a real risk if your technique or settings are off.
Self-shielded wire penetrates deeper, which makes thin material harder to control without burn-through. Gas-shielded .035 with 75% argon and 25% CO2 offers better control on thin sections. Tack weld at 3-inch intervals, then stitch weld with pause cooling to prevent distortion.
Plate Steel and Heavy Sections
The sweet spot for .035 flux core wire is 1/8-inch to 1/4-inch plate. Single-pass fillet welds on lap and T-joints are routine. Self-shielded wire handles this range well for outdoor work; gas-shielded wire produces cleaner results in shop environments.
For 3/8-inch to 1/2-inch material, multi-pass welding is required. Use a drag angle of 5 to 15 degrees, keep travel speed consistent, and let slag form completely before you remove it. On 1/2-inch material, an open root pass with controlled penetration followed by fill and cap passes is standard practice.
What Machine Specs Do You Need?
Before you load a spool of .035 wire, check that your welding equipment can actually run it. Amperage, duty cycle, drive rolls, liners, contact tips, and input voltage all affect whether you get a stable arc or a frustrating afternoon.
Minimum Amperage and Duty Cycle Requirements
For 1/4-inch steel in a single pass, your machine must sustain approximately 180 to 200 amps at its rated duty cycle. A 140-amp machine at 20% duty cycle cannot do this without dropping into multi-pass welding.
Flux-cored welding needs constant voltage output. The flat volt-amp curve keeps the arc stable when your stick-out varies slightly. Without CV, the arc surges and drops, and your bead quality suffers.
For production work, a 40% minimum duty cycle at your operating amperage prevents thermal shutdowns. If you run a training program or a busy shop, a machine that shuts down every ten minutes costs you more in lost time than you save on the purchase price.
120V vs. 240V Output Limits
Most 120V input machines top out at 130 to 140 amps. With .035 self-shielded wire, that limits single-pass welding to about 3/16-inch material. For 1/4-inch and thicker steel, or for sustained production work, a 240V machine delivering 180 to 250 amps is the practical minimum.
A 120V machine can still handle repair work, thin material, and occasional jobs. But if your shop welds thick steel all day, 240V is not optional.
Drive Rolls, Liners, and Contact Tips for .035 Wire
Flux-cored wire needs knurled drive rolls to feed properly. The knurling grips the softer tubular wire and prevents slipping. If you are checking related MIG welding accessories, make sure the drive rolls, liner, and contact tips all match .035 wire.
The gun liner must be rated for .035-inch wire. A .030-inch liner with .035 wire causes jamming. A .045-inch liner causes the wire to whip and the arc to wander.
The contact tip bore should measure 0.035 to 0.038 inch. A worn tip with the bore enlarged beyond 0.040 inch causes arc instability and should be replaced.

What Parameters Should You Use?
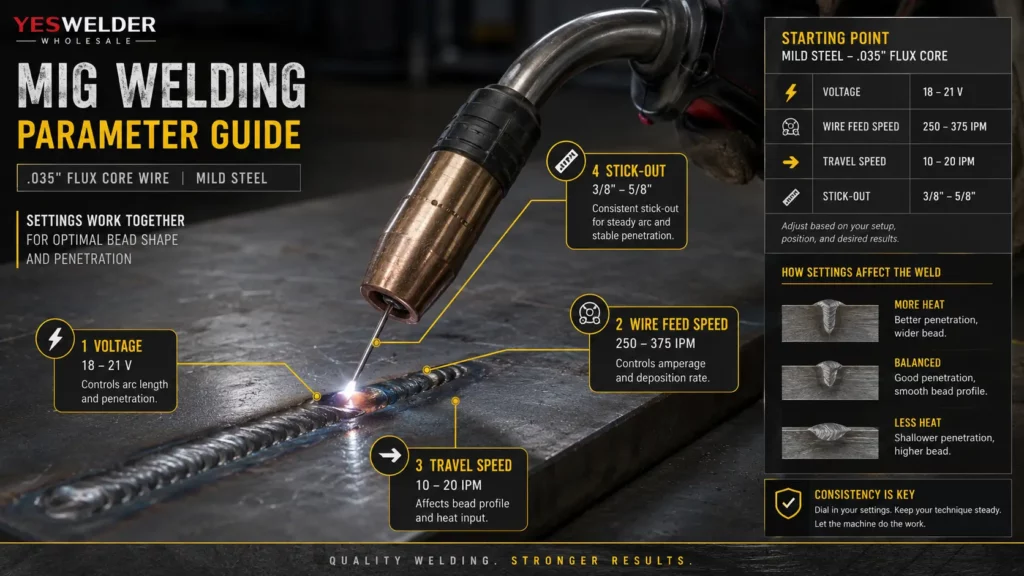
MIG welding settings change with wire type, material thickness, and joint design. For .035 flux core wire, voltage, wire feed speed, travel speed, and stick-out all need to work together. The tables below give you typical starting points for self-shielded and gas-shielded .035 wire.
Start with these numbers and adjust based on your machine and what you see in the puddle.
Self-Shielded .035 Starting Parameters
Self-shielded E71T-11 on DCEN. Typical settings by material thickness:
| Material Thickness | Joint Type | Voltage (V) | WFS (IPM) | Travel Speed (IPM) | Stick-Out |
| 18 ga (1.2mm) | Lap/butt | 17-18 | 160-200 | 15-20 | 3/4″ |
| 16 ga (1.5mm) | Lap/butt | 18-19 | 180-220 | 14-18 | 3/4″-1″ |
| 1/8″ (3.2mm) | Fillet/butt | 19-21 | 220-280 | 10-14 | 1″ |
| 3/16″ (4.8mm) | Fillet | 21-23 | 280-340 | 8-12 | 1″-1-1/4″ |
| 1/4″ (6.4mm) | Fillet/V-groove | 23-25 | 340-400 | 6-10 | 1-1/4″ |
| 3/8″ (9.5mm) | Multi-pass fillet | 24-26 | 380-450 | 5-8 | 1-1/4″ |
Gas-Shielded .035 Starting Parameters
Gas-shielded E71T-1 on DCEP with 75% argon / 25% CO2. Typical settings by material thickness:
| Material Thickness | Joint Type | Voltage (V) | WFS (IPM) | Travel Speed (IPM) | Stick-Out |
| 18 ga (1.2mm) | Lap/butt | 18-19 | 180-220 | 16-22 | 1/2″ |
| 16 ga (1.5mm) | Lap/butt | 19-20 | 200-250 | 14-20 | 1/2″-5/8″ |
| 1/8″ (3.2mm) | Fillet/butt | 20-22 | 250-310 | 12-16 | 5/8″ |
| 3/16″ (4.8mm) | Fillet | 22-24 | 310-370 | 10-14 | 5/8″-3/4″ |
| 1/4″ (6.4mm) | Fillet/V-groove | 24-26 | 370-430 | 8-12 | 3/4″ |
| 3/8″ (9.5mm) | Multi-pass fillet | 25-28 | 420-500 | 6-10 | 3/4″ |
Travel Speed Effects on Bead Geometry
Travel speed is the parameter most welders overlook. Slower travel puts more heat and filler into the joint, which increases buildup and penetration. Faster travel reduces heat input and penetration, and can cause undercut if you push it too far.
On thin material, a faster travel speed helps you avoid burn-through. On thick material, a slower speed ensures you get enough penetration. The ranges in the tables above are starting points. Adjust based on what you see in the puddle.
How Do You Judge Wire Quality and Storage?
Before you start welding, check the wire. Poor cast, moisture damage, or missing AWS certification can ruin your weld and cost you time. Proper storage after opening keeps the wire usable for months.
Visual Quality Checks Before Welding
Check the spool before you load it. The wire should wind evenly without overlaps, gaps, or bird-nesting from the factory. The surface should be smooth and bright, without rust, oxidation, or lubricant residue.
Unspool a short length and let it lie on a flat surface. Good wire lies flat without excessive coil memory. If it twists or kinks, the cast is off and feeding problems will follow. Look at the end of a wire piece: the tubular construction should look uniform. A lumpy or off-center core means manufacturing defects that will affect your arc.
AWS Certification and Lot Traceability
For structural or code work, always specify AWS-certified wire with lot-tested certificates of conformance.
Uncertified wire might meet the nominal specs. But it lacks the traceability that pressure vessel, bridge, and building codes require.
Lot traceability also matters for shop inventory. If a batch causes problems, a lot number lets you identify which spools came from the same production run.
For distributors and high-volume shops, that traceability is part of quality control.
Shelf Life and Storage Protocol
Flux-cored wire absorbs moisture from the air. Wet wire causes hydrogen-induced cracking in high-strength steels.
It also causes porosity and unstable arc behavior.
Check the spool label before you buy. It should list the AWS classification, diameter, net weight, manufacturer lot number, and storage instructions with expiration guidance.
Keep the factory packaging sealed until you need the wire. Store spools in their original boxes in a dry area.
Humidity below 50% and temperatures between 60 and 80 degrees Fahrenheit are ideal.
Once you open a spool, use it within the manufacturer’s stated period. That is typically 6 to 12 months for self-shielded wire, and 12 to 24 months for gas-shielded.
For high-volume shops with multiple open spools, a wire oven set at 250 to 300 degrees Fahrenheit keeps moisture out.
On the shop floor, use spool covers on the feeder. Never leave wire exposed in unheated shops overnight.
Return partial spools to sealed containers with fresh desiccant when they will sit unused for extended periods.

Conclusion
.035 flux core wire earns its place as the shop standard. It runs hotter than .030 wire for better penetration on thick steel, but stays controllable on 18-gauge sheet metal. The key decisions are wire type, machine output, and material match.
- Self-shielded wire works outdoors without gas. Gas-shielded wire needs shelter but produces cleaner welds.
- A 120V machine tops out at about 3/16-inch material. For 1/4-inch and thicker, you need 240V output.
- Moisture is the enemy. Store wire sealed, use it within the manufacturer’s period, and check lot traceability for code work.
The biggest selection risk is mismatching wire type to environment. Running gas-shielded wire outside on a windy day wastes gas and produces porous welds. Running self-shielded wire indoors when you need a clean finish adds unnecessary cleanup.
YesWelder offers E71T-GS self-shielded flux core wire in 2-pound and 10-pound spools, along with MIG welders for 120V portable repair, 240V shop work, and higher-output industrial use. Match the wire to your job, the machine to your material, and the storage protocol to your shop workflow.
Compare machines by duty cycle at your operating amperage, and check that your drive rolls and liners are sized for .035 wire before you start.
FAQ
Yes, but with clear limits. A 120V machine typically maxes out at 130 to 140 amps, which limits single-pass welding to about 3/16-inch material. For 1/4-inch steel or sustained production work, a 240V machine is the practical choice.
Typically 6 to 12 months for self-shielded wire, and 12 to 24 months for gas-shielded. Store sealed in a dry area below 50% humidity. For high-volume shops with multiple open spools, a wire oven at 250 to 300 degrees Fahrenheit extends usability.
.035 is the more versatile choice for mixed work. It handles 18-gauge to 1/4-inch material, while .045 is better for thick sections above 1/4 inch. Most shops start with .035 and add .045 only when thick-section volume justifies it.
Specialized .035 flux core wire for stainless steel exists, but it is less common. Most stainless welding uses solid wire or TIG filler rod with specific gas mixtures. For most shop work, standard .035 flux core is formulated for mild steel and carbon steel.
Both are self-shielded flux core wires for mild steel, but E71T-11 is AWS-certified with verified mechanical properties. E71T-GS is a general classification that may not carry the same certification or lot testing. For code work, specify E71T-11. For general repair and farm work, E71T-GS is usually sufficient.